Taig lathe
Related: My Emco Compact 5
I have long wanted a lathe, as one does. I don't have room for a massive one, but small ones exist. Massive numbers and types of small ones, in fact. They are quite hard to find around here, though. Britain is much more fertile ground and not that hard to reach. So, for a while I've kept an eye on various machines in the Unimat 3/4/SL/DB, Sherline, Taig/Peatol, Perris/Cowells, Proxxon range of things. Alternatively, there's the new Chinese machines.
The Taig lathe is a very capable and reasonably compact system that comes very highly recommended. It's also much cheaper than a Sherline, let alone a Cowells. Sadly it's all dimensioned in some medieval system and not ISO standard parts. Mostly that isn't an issue unless you wanted to replace some nuts or bolts as the rest of it works just as well and chucks are, perhaps more than for many others, easy to find.
There is no simple single point threading option. It has proprietary spindle tapers and no tailstock taper. In fact the entire tailstock is a pretty exceptional design. There is an ER collet adapter available and most tools mount without tapers, so this is probably not a huge issue either.
There is a UK (EU) supplier under the name Peatol. That might mean double shipping, UK tax, and GBP, but is worth investigating. Biggest mystery might be payment methods. Having access to new parts would be great, though. There's also the factory and some US/Canada shops that might deliver.
Base machine
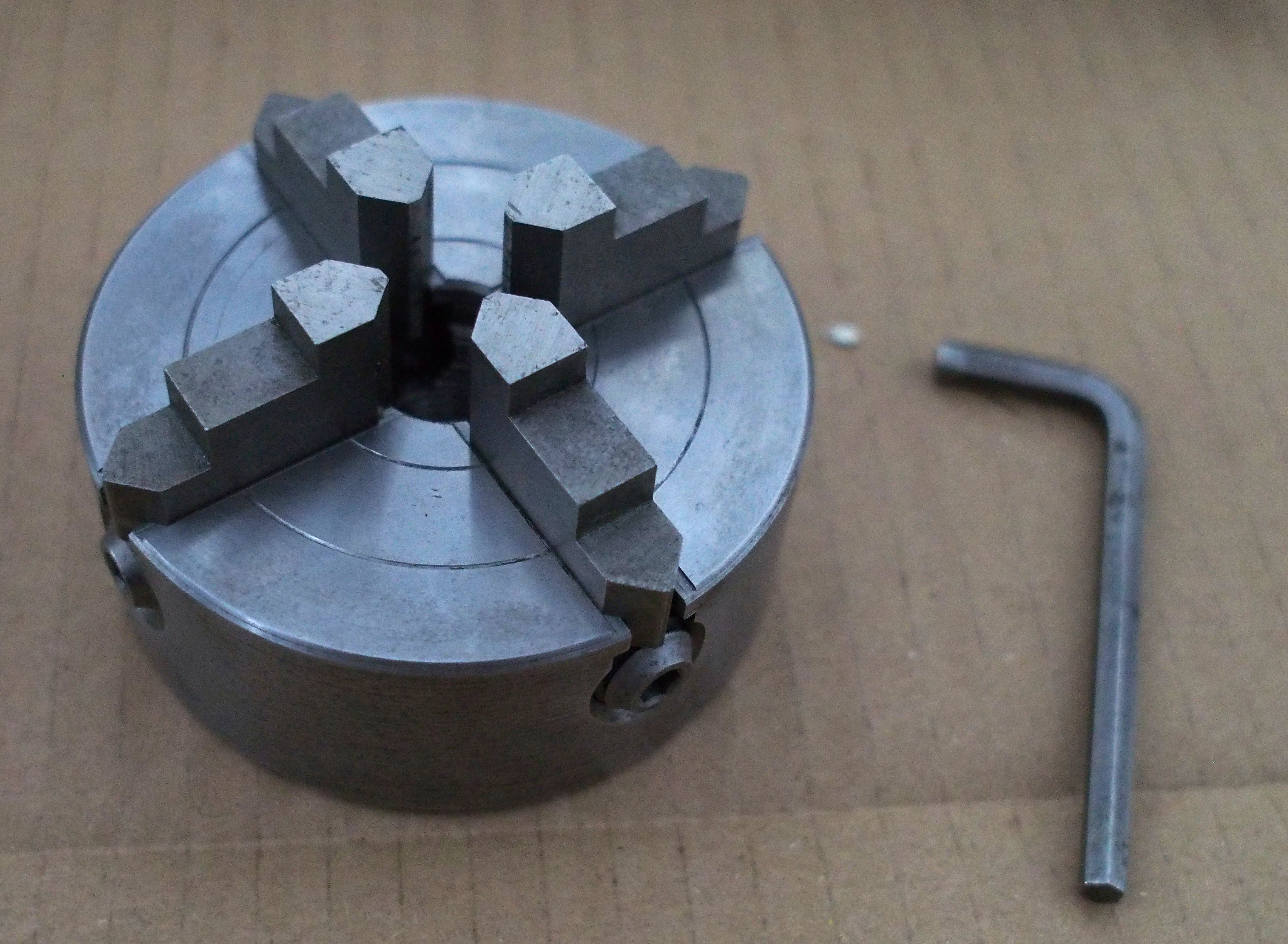
I eventually won an auction on a Taig lathe (body and headstock, tailstock with drill chuck, toolpost, 4-jaw independent chuck, and pulley set).
{kind=link}
{kind=link}
{kind=link}
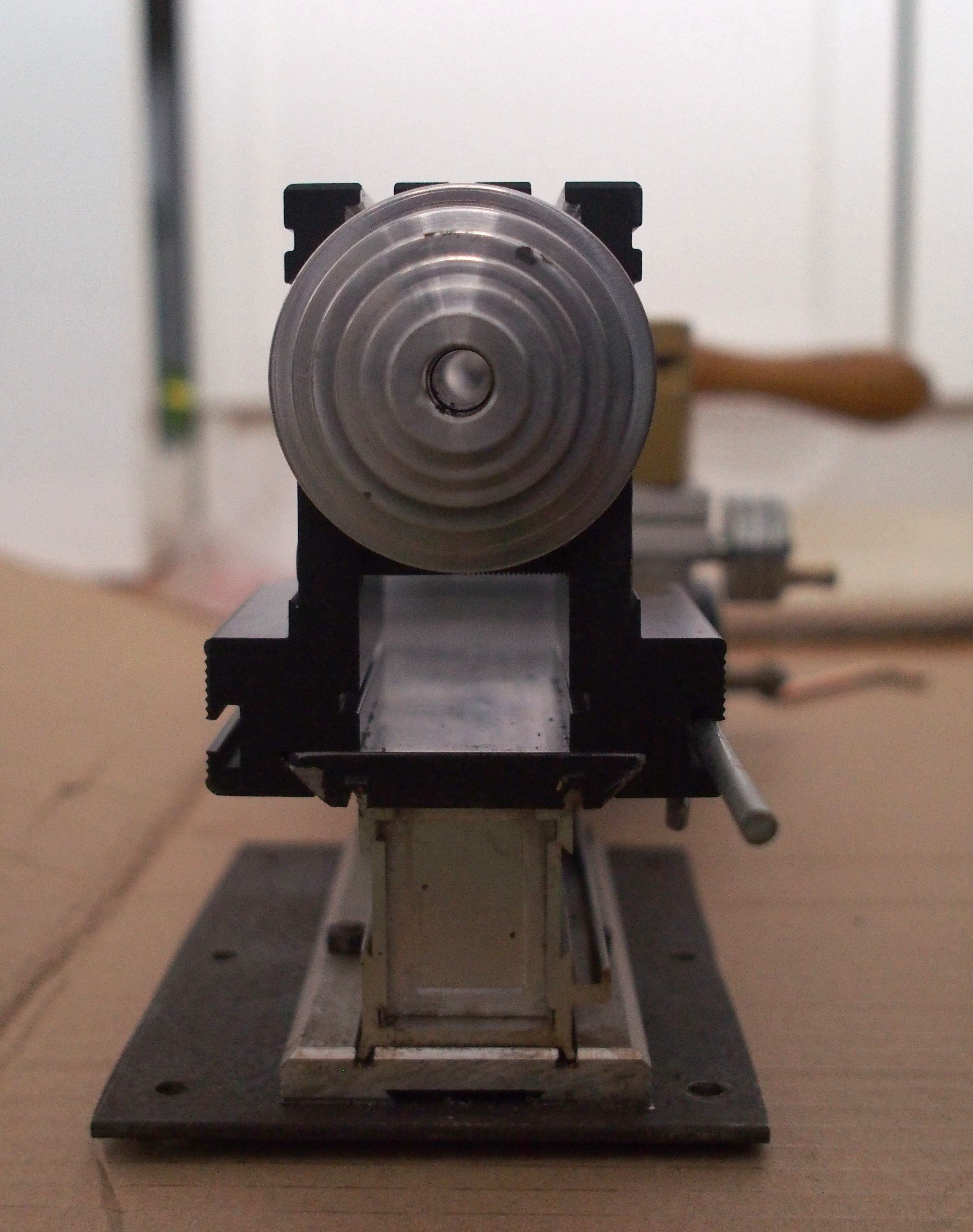
I've made a little base that works as a chip pan for now and erected a little wall with a flip lid on top in the back. The translucent back wall should work to distribute some work lighting and for mounting and protecting wiring.
Notes (to self)
Looking at the micro lathe stats page to figure out some of the movements: The crossfeed is 0.001 in graduated. It has 50 marks making it 1.27 mm per turn and 0.25 mm per ten or 0.5 mm off the diameter. It should be 20 TPI, which also gives the same numbers.
Carriage travel 0.600 in. per 1 rev. of handwheel. That's a little over 15 mm, three times 5 mm.
Spindle hole is "0.343 in", so 8.7 mm. How that number happened, I can't guess. I can pass in an 8.5 mm drill shaft, but not 9 mm.
Tools
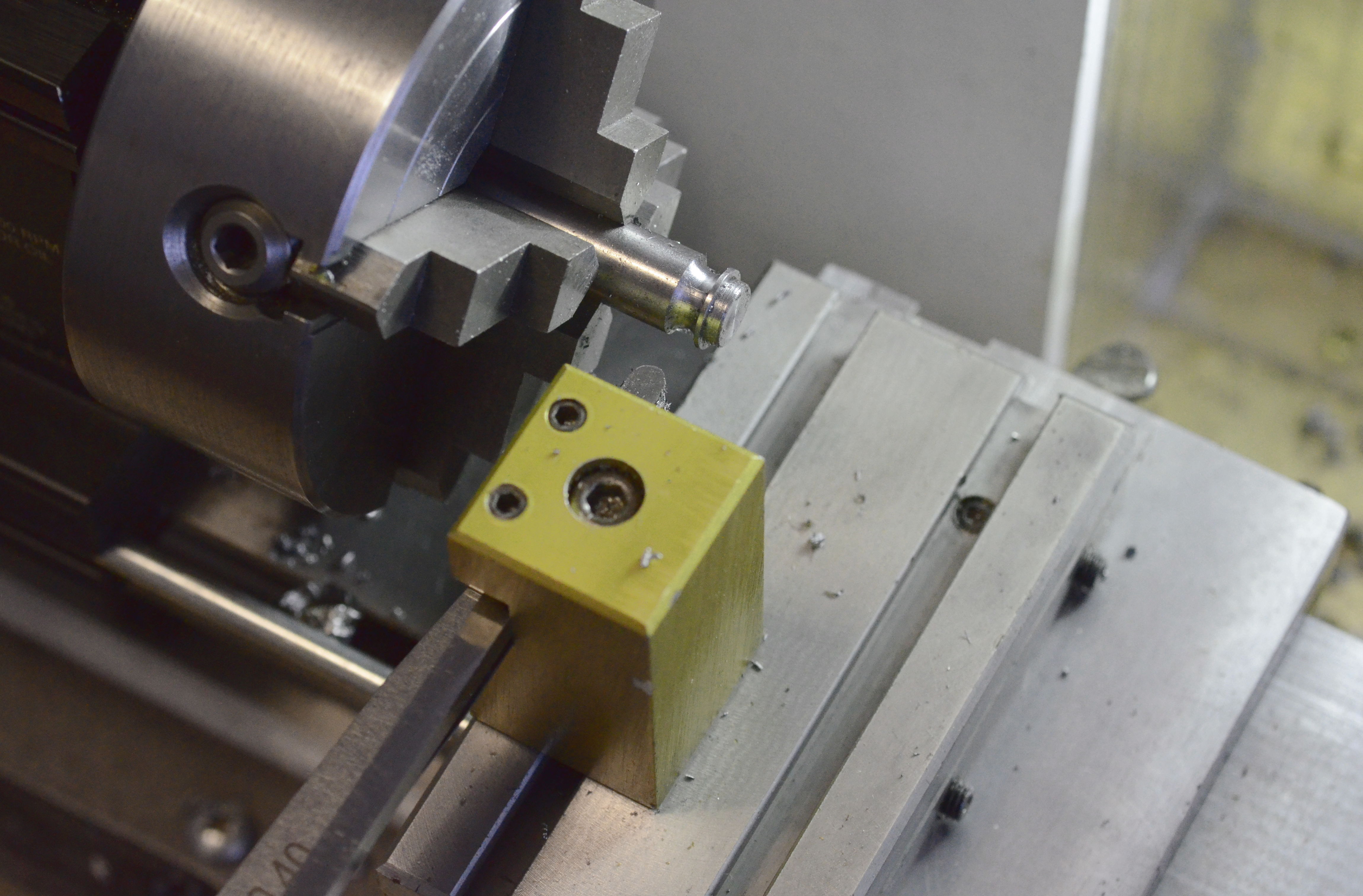
I'm making my own HSS tools, mostly, at the moment. I've made an adapter to raise the ML toolpost to center height so I can use 4 mm tools and tool stock. I have some 6 mm square HSS blank as well and I mostly grind normal tools from that and use a 0.40 mm feeler gauge leaf as a shim.
Tarlab has a bench grinder, so I can shape tools quite easily there. The results should also be a lot nicer than the bits I ground with a rotary tool to start with.
So far, I've ground one fairly well working plain L/R cutting tool plus a few experimental ones from a 6 mm square HSS blank and made a graver point on one 4 mm square one. I also made a freehand round point on another 4x4 piece and that works quite nicely as a form tool for cutting round belt grooves in wheels.
{kind=link}
Apparently round form only works well for idlers, but doesn't transmit torque and a conical or V-groove pulley would be better for that with round belt (source: globalspec).
I should make a handle for the graver sometime. I also need better boring bar(s) and something like a chisel point for grooves and perhaps even parting.
Power and movements
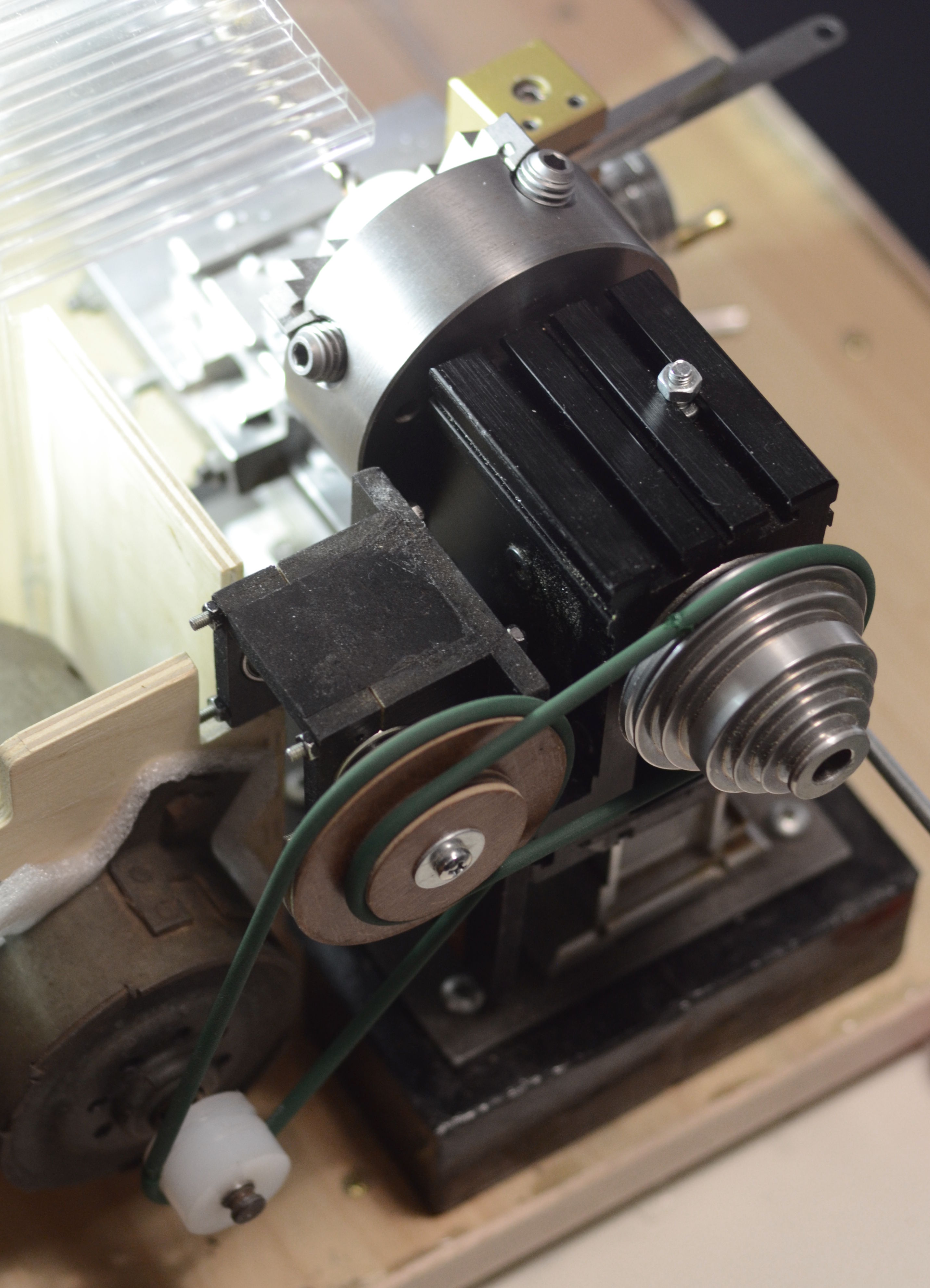
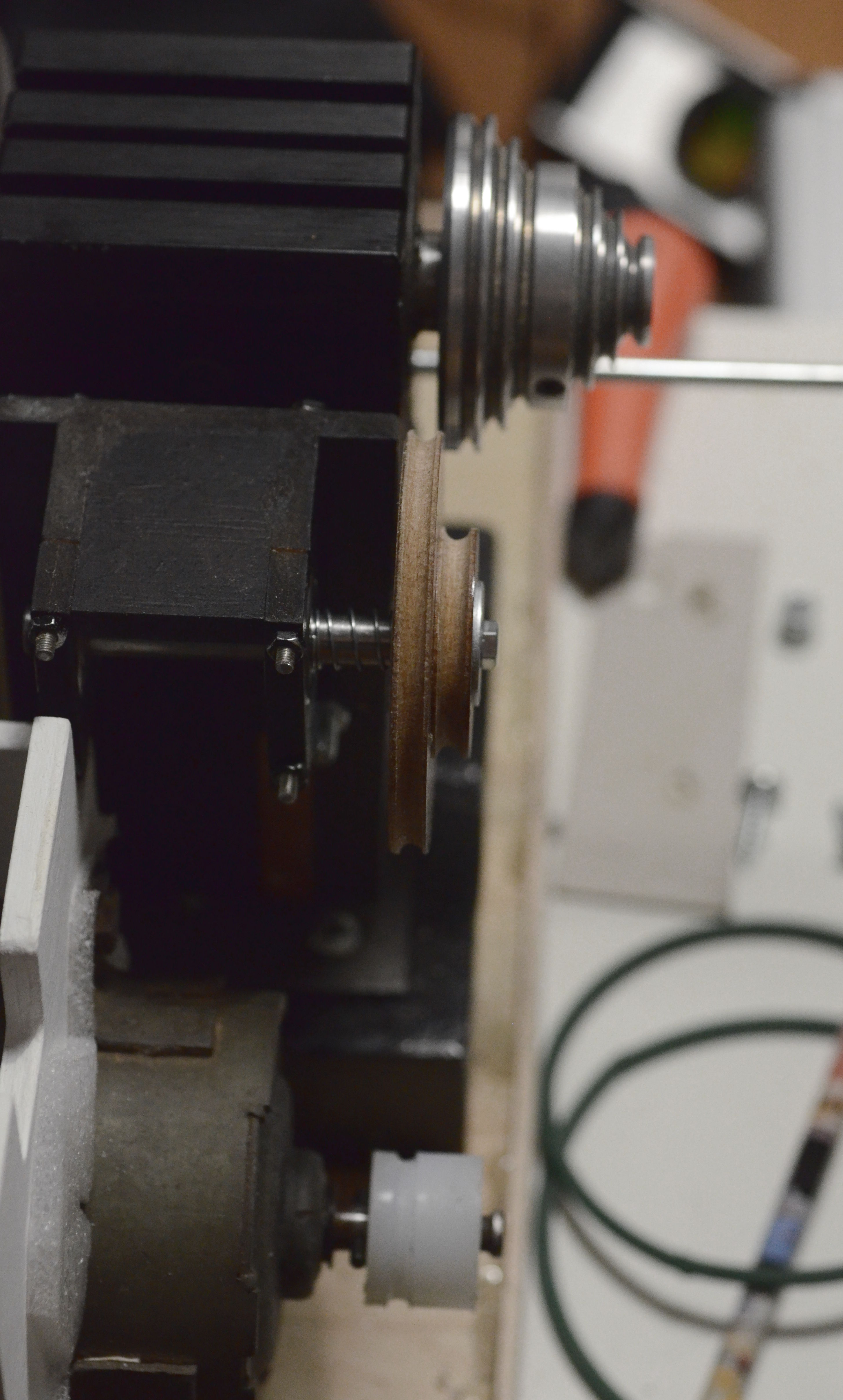
For a motor, BLDC might be the final goal but some plain small DC motor will probably be used for a while. I started by driving this off the Unimat with a long belt until I got enough pulleys and axles done for mounting a motor of its own. The first motor was a DC brushed motor that probably came from a cordless drill or mini compressor. It had to be run at very low voltage to keep the speed from getting out of hand. Currently I'm using a fan motor off an older Ford Escort. It's being driven by a generic dumb PWM controller open-loop. The power is transferred with round 4 mm rough synthetic belt welded into suitable loops via a jack shaft. The total gearing is something like 1:10. I can see the power supply is folding a lot and it's probably what's currently limiting my power output. I should find a stiffer one. Closed loop control is still on the wishlist if I get around to making one.
{kind=link}
I'll probably get more calipers or indicators for the movements and probably want one DI larger than my DTI available for centering stock. I have the beginnings of an indicator mount, but no solid plans yet.
Tailstock chucks
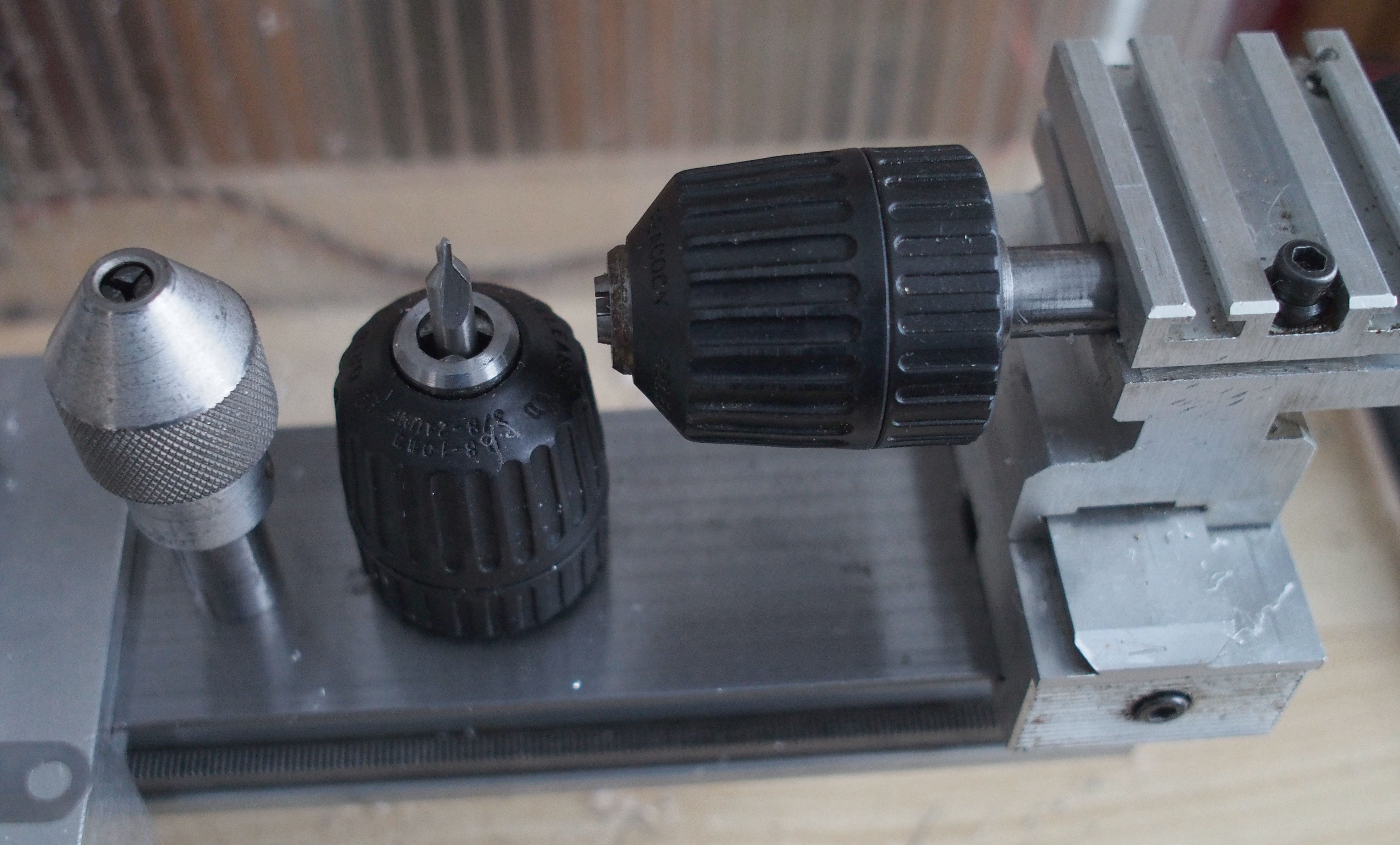
I have removed a few (stuck) chucks from old retired cordless drills that fit the tailstock just fine. I'm using those instead of the interfering one that I had before.
I have a total of three spare keyless chucks and one regular old Jacobs one (plus the odd one). That one is missing the key, though. I borrow one from my drill when using that. I've also ordered a suitable key.
This means I could semi-permanently keep e.g. a center drill in one and just switch out to a center or drill in another or the bare tailstock center quickly. It doesn't seem worth the trouble, and mostly I just switch tools in the Jacobs chuck and that stays on the tailstock.
Finished projects
Nothing too glorious yet.
- Small lamp for plants
- Clamp for DTI/DI
- Steel flywheel from a hefty bottle stopper
- Brass hammer head with a screw on nylon face
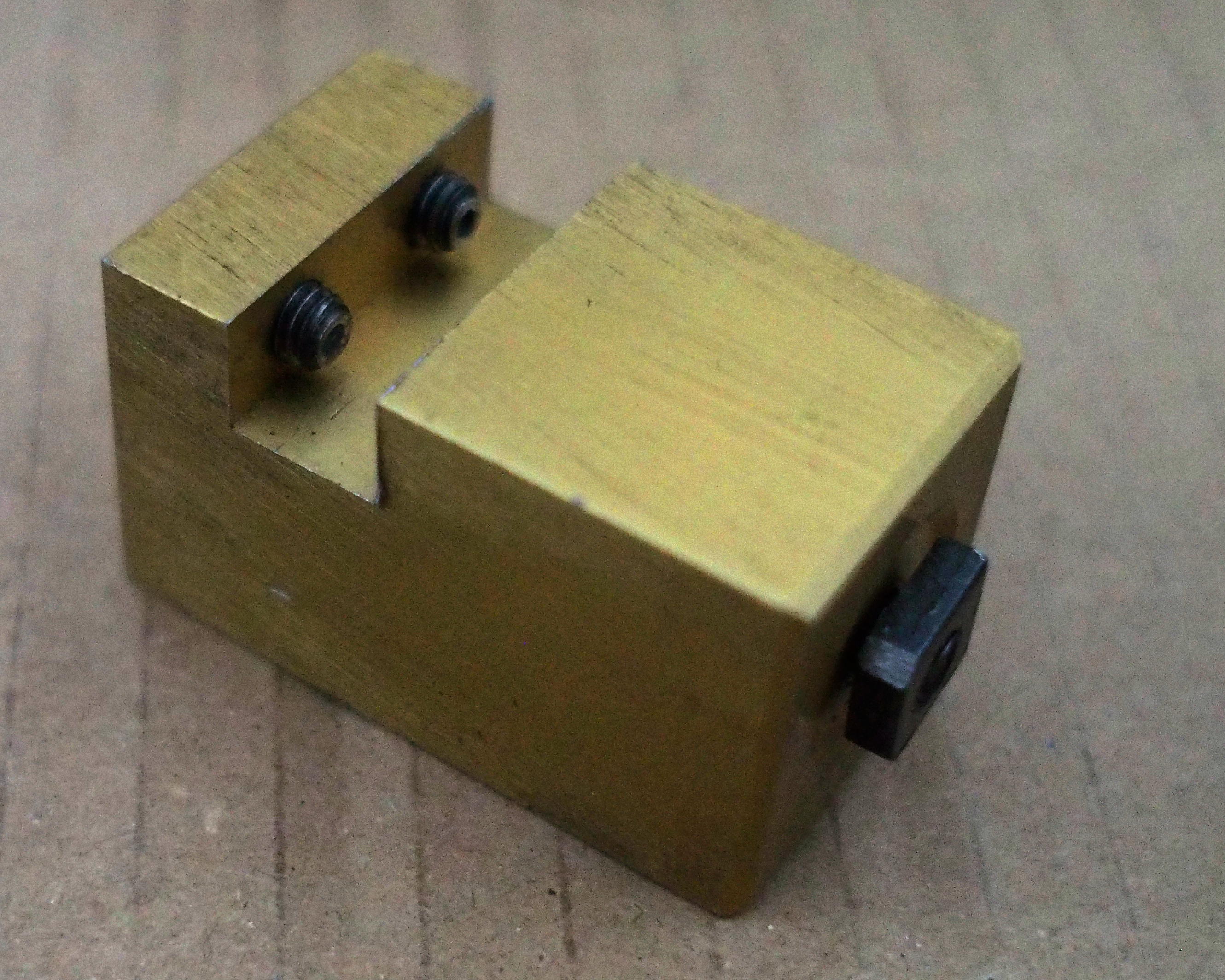
- Clamp for holding rod stock without marking
- Jack shaft for the lathe
- A small riser to improve and fix a hair clip
- Brass screw (for no particular purpose)
- Toolpost adapter
- Handle for carriage wheel
- Spacer washer for chuck
- Allen key handle
- Several motor and bearing blocks
- Various arbors
Plans
I can now make some fairly precise parallel surfaces as well as round holes, recesses, and outside features. This might mean easy lens and camera mounts. I'm definitely going to be boring some bearing, axle, motor and other round clamps and blocks and mating axles and wheels. For small objects, this is also a much more accurate and reliable tool for drilling than my cheap drill press.
Further dreams include:
- Improved motor and drive
- Gauges and mounts for easier dimensioning
- Toolpost drill/grinder mount
- Making it into a portable system
Things probably abandoned since getting the Emco:
- Dividing head/plate/system
- Collet adapter (€)
- Compound slide (€)
- Milling attachment (€)
- Live center (€)
- Gear cutting
Links
- My Emco Compact 5 lathe/mill/drill
- Blog: Taig lathe power and transmission improvement
- Blog: Taig motor mount
- Blog: Taig running test
- Blog: Mounting the Taig lathe
- Blog: Taig arrives
- Local pics of Taig lathe
- Taig tools
- Peatol (UK/EU dealer)
- Carter Tools has lots of writings and pictures
- YT: Series machining knobs with Taig lathe shows many operations
- YT: DIY knurling tool for/with Taig
- YT: John Herzog Mostly CNC version
- YT: Milling steel on Taig lathe
- YT: Hobbing a worm gear on Taig lathe
- YT: Ray Nada Taig Diary
- YT: Unboxing Taig lathe shows many original parts
- YT: Turning PEEK on Taig lathe
- Raynerd's Taig lathe
- Interesting Grimberg lathe